

Double disc fine grinding
The sharpening process is an important factor regarding the lifespan of the double disc grinding wheel

A scientific study by Dr.-Ing. Marijke van der Meer (Krebs & Riedel Schleifscheibenfabrik GmbH & Co. KG) shows that by adjusting sharpening parameters such as pressure, speed, and grain size, the lifespan of double disc grinding wheels and sharpening tools can be significantly extended. This makes a standard sharpening process less advantageous and advocates for a targeted adjustment to the specific requirements of the tool. Technological consulting and optimization at the customer’s site can positively influence the cost-effectiveness and efficiency in double disc grinding with planetary kinematics.

Conditions and Parameters during Sharpening:
A test machine from Mµtech, model AC500F, was used. This has been specifically adapted for Krebs & Riedel to accommodate smaller tool diameters to keep testing costs low. To ensure reproducible sharpening conditions, the wear of the sharpening ring is recorded, documented, and at least one repetition is performed. The coolant used is the emulsion Syntilo 81 E (5.4%). Sharpening rings are immersed or wetted in it, while no coolant is supplied during the sharpening process. Subsequently, the grinding wheels are cleaned.
In the standard sharpening procedure, one side is sharpened concavely and once convexly to keep the wheels straight. Only the rotation direction of the inner pin ring changes. The speeds in revolutions per minute (rpm) are: concave: ntop 30 / nbottom -36 / nmiddle -24 and convex: ntop 30 / nbottom -36 / nmiddle 24. The main load force is 38 daN, and the sharpening time per rotation direction is 25 seconds, with the first 5 seconds dedicated to wetting with coolant. Wear from both the sharpening ring and lower grinding wheel is recorded – the latter after both sharpening and grinding.
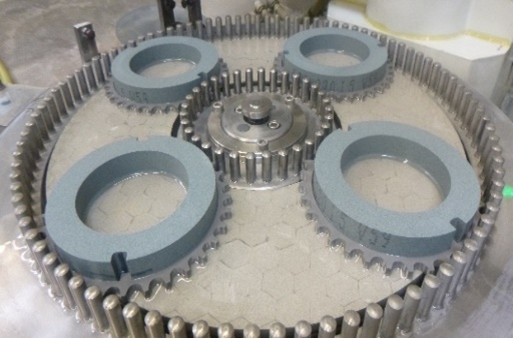
Initially, grinding wheels with specifications 4D 76 X 18 V8318-40 and closed layout are examined, which are sharpened with 57C 220 I 5 V59 (Figure 1). For dulling, components made from aluminum oxide ceramic (Figure 2) are processed. Here, nine components measuring 20 x 20 mm² from ALOTEC92 per carrier with five carriers correspond to a material layout of 22.4%. The main load speeds are ntop 200; nbottom -200; nmiddle 20 rpm with a starting grinding force in main load of 30 daN. The removal rate is set at 100 µm/min with an infeed per run of 200 µm. The grinding force increases automatically when dulling the grinding wheels to maintain removal rate. Runs continue until a maximum force of 250 daN is reached to ensure uniform dulling of the grinding surface.
In each trial, process cycle times, forces, actual removal rates, and wear on grinding wheels are documented. For aluminum oxide plates, roughness primarily arises from coarse material structure and is independent of sharpness level; thus, evaluation of component roughnesses is omitted here. Even with a dull tool, a Ra > 0.5 µm and Rz > 5 µm are achieved.
To capture sharpness levels under various process variations, a method using graphite imprints has been introduced. Holding devices for graphite pieces were created using 3D printing. These graphite pieces represent the produced envelope curve of grinding wheel topography as roughness when processed by upper and lower discs.
Results
Initially starting from the described standard sharpening process, pressure was varied. Higher pressure does not automatically mean sharper discs based on roughness measurements; this is confirmed by material removal on graphite (Figure 3).
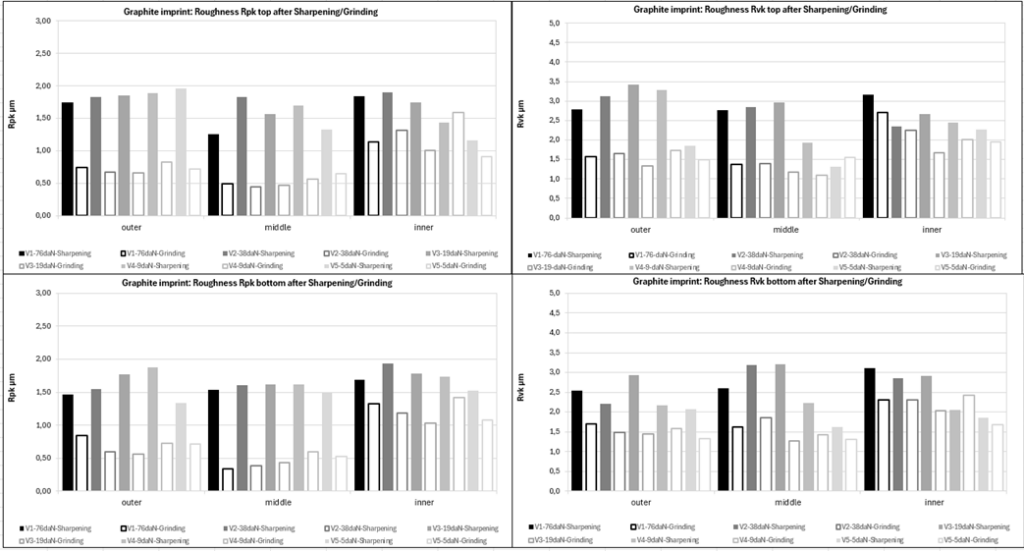
The values in Figure 4 were recorded during roughness measurement of graphite; it should be noted that graphite prints correspond to a negative impression of overlaid grinding wheel topography. This means Rvk represents grain tips while Rpk represents topographic valleys (pores/chip space). Rpk and Rvk illustrate that more dulling occurs externally than internally; thus, the center of the cutting tool ring becomes most flattened. The top side remains slightly sharper than the bottom side.
After sharpening, surfaces are always distinctly rougher than after grinding; Rvk shows less difference between sharpening and grinding compared to Rpk where grains (Rvk) wear less than the bond (Rpk).
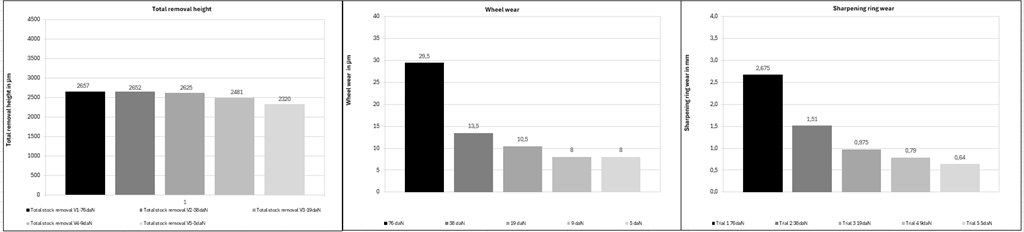
Regarding total material removal height, there are minimal differences in grinding processes following pressure variation during sharpening; however, regarding tool wear there’s an observable difference greater than a factor of three (Figure 5).
Typically, wear volume of discs VS in mm³ is compared against total volume VW in mm³ ground from workpieces to evaluate process efficiency via what’s known as G-value. High G-values indicate long tool life:
Here disc wear occurs more during sharpening processes while considering that sharp rings must also be accounted for as “consumables.” Thus, an efficiency value E is introduced derived from comparing total removal volume VW against sum volumes of disc wear VS plus sharp ring wear VSR:
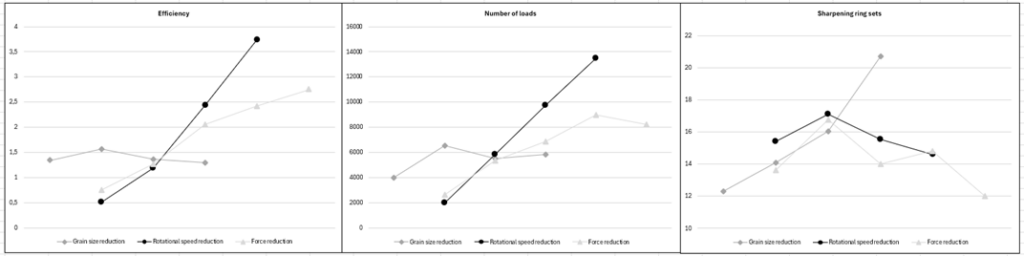
Besides pressure adjustments were also made to speeds as well as grain sizes during sharpening processes -reducing both pressure and speed positively impacts efficiency while only significant changes in grain size yield effects.
This adjustment directly influences possible charge numbers concerning a set of grinding wheels (assuming a coating thickness of six mm) as well as required number of sharp rings throughout disc lifespan.
Reducing pressure alongside speeds leads to improved efficiency within both sharpening and grinding processes – the investigation revealed that pressure increased tool wear by more than a factor of three.
Results indicated that lowering pressures along with speeds enhances process efficiency while changes in grain size only had significant effects under strong deviations -these adjustments directly influenced lifespan for sets of grinding wheels along with number needed for sharp rings.
In summary for optimal efficiency in double-disc fine grinding it’s advisable not just to maintain standard processes but also implement targeted adjustments on process parameters like pressure or speed to extend tool life while improving overall process efficiency.
Krebs & Riedel specializes in processing brittle hard materials such as glass & sapphire ceramics (SiC & SiN), mixed ceramics & hard metals along with steel & metal alloys processing too.
Krebs & Riedel has also developed new fine grain specifications for large surface area grinding within nanometer range featuring high removal rates – the company offers tailored sharpening rings alongside global technological support aimed at optimizing customer tool efficiency & longevity.

