

Optimized Battery Concept for High-Performance Hybrid Vehicles
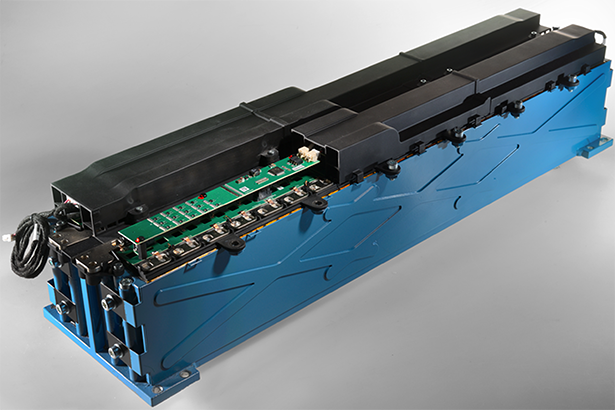
| Aachen, Germany, June 2021 – FEV, a leading global service provider in vehicle and powertrain development for hardware and software, introduces a novel, high-performance battery system for hybrid vehicles using the “cell-to-module” approach. In addition to the cost- and package-optimized T-bone design, the modular, highly integrated concept features innovative, active busbar cooling for the highest power densities. |
| The battery system features a particularly high power density of 2 kW/kg, enabling 100 kW of power with just 2 kWh of energy and a weight of only 50 kg. This allows power hybrids to be optimally supported. T-bone structure with integrated cooling function The battery concept, whose feasibility FEV has demonstrated and validated together with Volvo Car Corporation, is based on a central, function-integrating T-bone element for the mechanical structure of the battery with integrated cooling function, providing a cost-, weight- and package-optimized modular design. “This significantly reduces the number of components and assembly steps,” said Professor Stefan Pischinger, CEO, FEV Group. “The extrusion process selected for the function-integrating T-bone structural element ensures a high degree of flexibility, providing further positive scaling effects for successful cost reduction. In addition, the compact design allows stacking of multiple modules.” The cells are attached to both sides of the T-bone structure with a thermally conductive adhesive. For the electrical insulation of the cells to the T-bone carrier, a powder coating is applied. Both the layer thickness of this coating and that of the thermally conductive adhesive are applied in such a way that the thermal contact resistance between the coolant and the battery cells is minimal. To compensate for any tolerances of the cells over the length of the T-bone structural element and to additionally electrically insulate the battery cell housings from each other, a self-adhesive compression foam is applied between each battery cell. To mechanically fix the cell packs to the carrier, they are pressed to a unit length by means of two endplates and then fixed to the end pieces of the T-bone structural element via screws through the endplates. Multifunctional module cover Sensor cabling, as well as slave units, are placed centrally between the cell contacts in this concept. The airflow for additional cooling of the cells is guided through the module cover. The air ducts run parallel to the slave units via the busbars. The module cover thus also performs several functions to further reduce both the number of individual components and the weight of the modules. By flowing through the cooling channels inside the T-bone, the battery cells are cooled from the side and from the bottom. The functional integration of the cooling system into the structural component optimizes the space requirement and weight of the battery. In addition, the innovative busbar cooling system enables maximum power densities through targeted management of cell temperatures at the “hotspots”. One-stop store – from design to assembly FEV follows the “design-for-manufacturing” approach and integrates its experienced staff from the battery assembly and battery testing teams into the development team already in the concept and design phase. On an area of more than 1,400 m², FEV operates a highly flexible battery assembly facility in Alsdorf near Aachen, Germany, with an annual output of up to 1,000 batteries. Here, the portfolio ranges from individual innovation prototypes and concept batteries to a larger number of development samples and small series in larger batch sizes. This applies to small 48V hybrid batteries through to large underfloor 800V batteries for purely battery-electric vehicles. The experience gained in these areas flows directly back into the FEV battery development process. Even in the early design phase, the battery assembly experts are thus part of the development team and close the “development circle”. Equally important is the integration of experience from the battery test team. At FEV’s new eDLP near Leipzig, Germany – the world’s largest development and testing center for high-voltage batteries, electric powertrain, and other non-electrical components – FEV provides around 70 facilities for performance, durability, and abuse testing, among other capabilities, on a total area of 42,000 m² (~452,100 sq ft). On approximately 2,500 m² (~26,910 sq ft), 15 stations cover all common environmental tests. ”What customers particularly appreciate about us is that they receive development services completely from a single source,” said Professor Pischinger. “This includes development and design, assembly, vehicle integration, commissioning and calibration, testing of components as well as complete battery systems.” The concept presented was developed, built, and tested as part of the EU-funded project ADVICE (ADvancing user acceptance of general-purpose hybridized Vehicles by Improved Cost and Efficiency). For more information on FEV’s battery development, benchmarking, battery management systems, assembly and production as well as testing and validation please follow this link. |
About FEV
FEV is a leading independent international service provider of vehicle and powertrain development for hardware and software. The range of competencies includes the development and testing of innovative solutions up to series production and all related consulting services. The range of services for vehicle development includes the design of body and chassis, including the fine-tuning of overall vehicle attributes such as driving behavior and NVH. FEV also develops innovative lighting systems and solutions for automated driving and connectivity. The electrification activities of powertrains cover powerful battery systems, e-machines, and inverters. Additionally, FEV develops highly efficient gasoline and diesel engines, transmissions, EDUs as well as fuel cell systems and facilitates their integration into vehicles suitable for homologation. Alternative fuels are a further area of development.
The service portfolio is completed by tailor-made test benches and measurement technology, as well as software solutions that allow efficient transfer of the essential development steps of the above-mentioned developments, from the road to the test bench or simulation.
The FEV Group currently employs 6,300 highly qualified specialists in customer-oriented development centers at more than 40 locations on five continents.

